鋼絲繩輸送帶進行接頭時可選擇的方式有多種,其接頭方式的復雜性與特殊性較高。
有部分用戶咨詢我輸送帶廠家,“鋼絲繩輸送帶的接頭是否為兩側鋼絲繩拆開再進行編制?”接頭方式是有很多的,這里使用的是熱硫化的方式進行銜接,在接頭完畢后,熱硫化的接頭基本看不處接頭痕跡,這就是熱硫化接頭方式備受用戶青睞的原因。
鋼絲繩輸送帶熱硫化接頭細節:
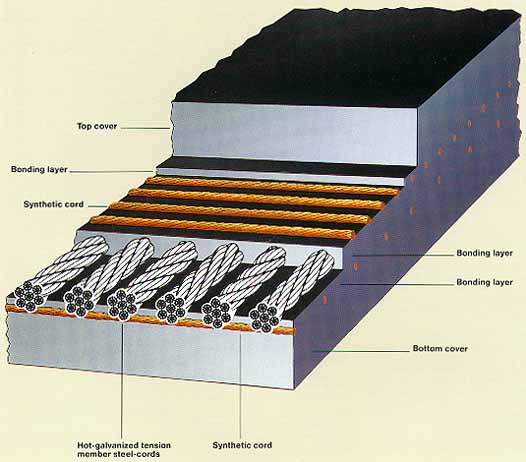
將鋼絲繩上的膠剔除,鋼絲一長一短拔出,清理鋼絲繩使鋼絲繩與膠粘結牢固,鋼絲繩刷上膠等待完全粘合,然后將底部膠按照帶體順序進行排列,找到中心點將多余底膠剔除,通過鋼絲繩的數量找到中心點,通過帶體運行方向進行排列。
排列完畢后,部分輸送帶廠家使用芯膠或者是膠條對鋼絲臺階填補縫隙,達到鋼絲繩之間不存在鼓包,這個步驟是較為關鍵的,因為大多數接頭完畢后出現氣泡就是填補縫隙過程做的不到位,接著以順序把上面膠多余部分剔除。
溫度方面的要求:熱硫化方式大部分是壓力1.6Mpa左右,溫度在150℃左右,熱硫化時間可以根據所要硫化的帶體厚來決定。
以上就是鋼絲繩輸送帶廠家熱硫化方式介紹,鋼絲繩輸送帶伸長小、抗沖擊能力強、強度大,普遍應用于長距離、大運量、高速度工況中,使用熱硫化方式接頭使用壽命也有保障。



 掃一掃咨詢微信客服
掃一掃咨詢微信客服