鋼絲繩輸送帶接頭的硫化操作主要有:安放硫化機(操作平臺)、清除接頭、找中、刷膠漿、鋪下膠、擺線、鋪上膠、安裝上加熱板、緊固、加熱、壓壓、計時、起模、修整。
員工要求:熟悉10-14名掌握操作鋼絲繩輸送帶程序和工藝要求的操作工,其中有5~7名熟練工把關操作,電工1名;
1.2設備準備:硫化機(電加熱水冷平板硫化器)、660v及220v交流電源、配套硫化(自動/手動)控制開關、壓力泵、壓力泵控制開關;
1.3:原料準備:冷卻源、冷源、面膠、芯膠各2個,膠漿5公斤,120#汽油10千克/接頭,白布3米,1500×3000mm耐溫襯布2個,0.5mm鍍鋅鐵板1個;
1.4刀具準備:1套膠帶夾、割刀10把、刀片50盒、電工工具1件、鉗鉗2把、胡桃鉗3把(尼龍層膠帶)、活扳手2把、電動刷子1把、毛刷1把、刮刀1把、刮刀2把、胡桃鉗3把(尼龍層膠帶)、活扳手2個、粉線盒1個、溫度計10個、橡皮手套6副、剪刀2個等。
1.5場地要求:平整、寬闊、干凈、無灰塵、空氣干燥、有水、有充足的光照和光照。
等距水平放硫化器的二根工字鋼底梁,硫化爐的安放寬度要小于硫化爐(如采用傾斜的硫化爐,底梁端與硫化機的角度相等)。
底梁兩端的定位平臺固定在工字鋼底部梁上,其臺面應與硫化加熱板相同或略低于下加熱板5mm。
鋁材橫梁按硫化板角度均勻地放置于底梁上。把水壓板置于橫梁上,然后在水壓板上放置隔熱板,然后在隔熱板上放置下熱板。
操作要領:
安裝硫化爐時要注意相互照應,防止手、手、手和設備的觸傷;
2)底梁的放置要平直、平穩,硫化器加熱板的水平面是相同的,其中心線與皮帶機的中心線基本一致;
3)區分上下兩塊硫化板,防止出錯。在硫化機的周圍要留有活動空間,便于操作。
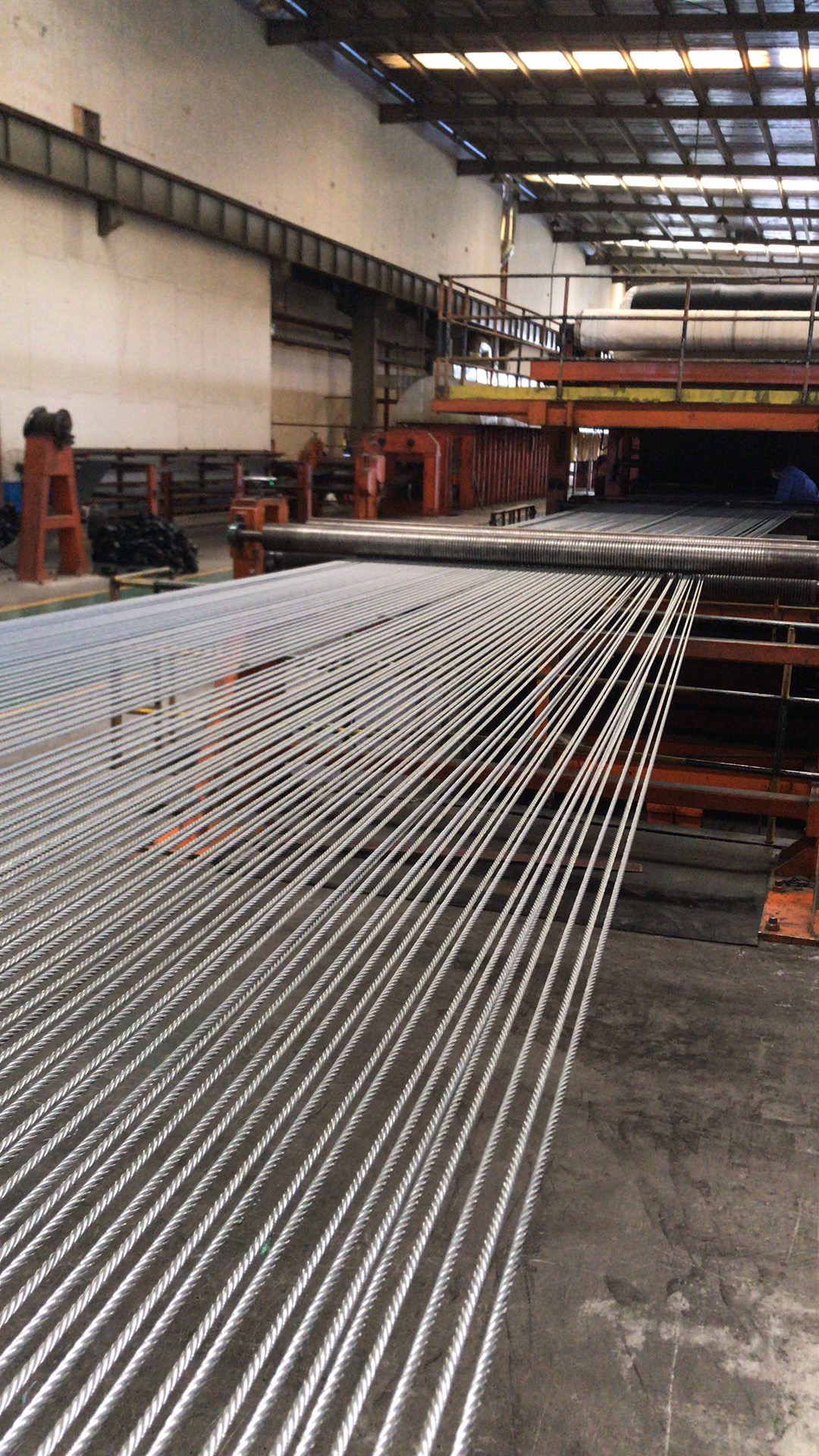
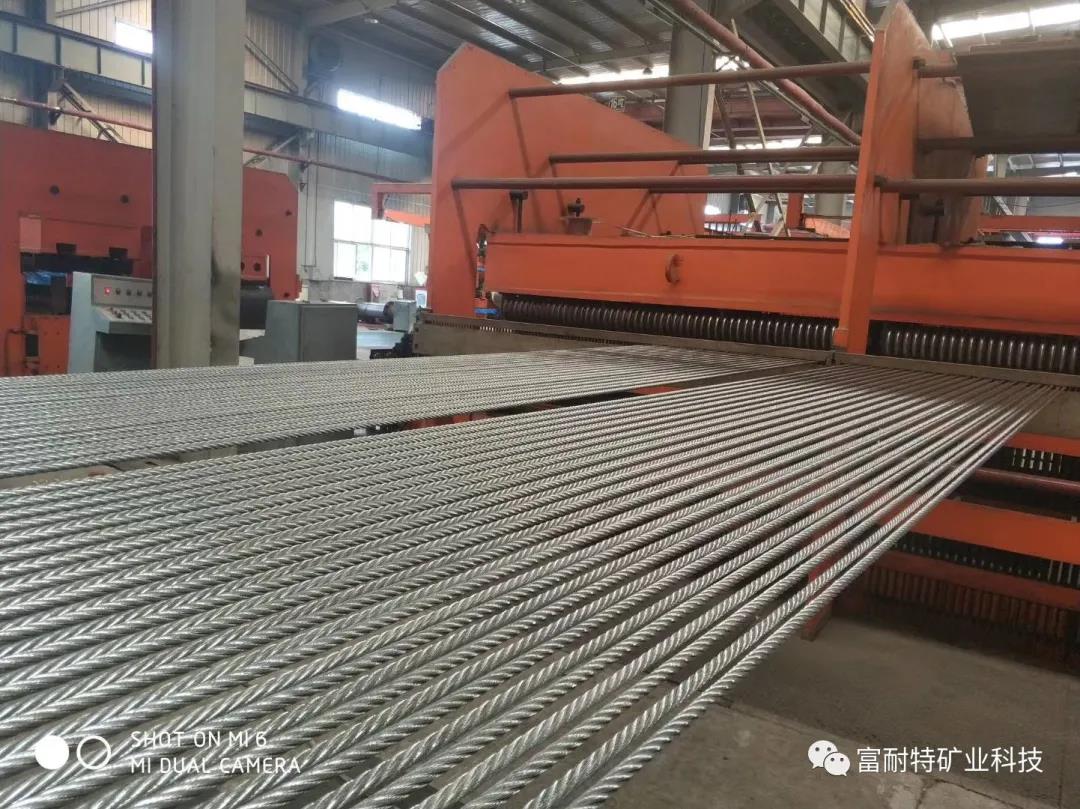
把拆下的前后兩根待硫化的鋼絲繩輸送帶接頭整齊地排列在硫化板上,將其按界面要求長度用鋼絲繩輸送帶夾具固定在硫化器兩端。
2.2找到中心繩,并按照搭接方式及搭接尺寸要求,在擺好的鋼繩上劃出截斷標記,再用鋼絲剪逐根剪切。注:最外側兩根鋼絲繩需要完全搭接,并且按最長剪切。
2.3鋼絲繩裁剪完畢后,開始尋找皮帶中心線,硫化器兩側各站三人,二人把關兩端,一人把關中間。首先,在母帶接頭處橫向分別找出兩個中間點,再用粉線繩前后拉緊,通過調整皮帶使兩母帶端四個中點處于相同的直線后,將兩端母帶分別固定在硫化器兩端的定位平臺上,防止皮帶移位。
操作要領:
1)應對截斷鋼絲繩時,應逐個編號,仔細核對,嚴防截斷;
2)找中時要精確測量,仔細調整,以防皮帶跑偏。




 掃一掃咨詢微信客服
掃一掃咨詢微信客服